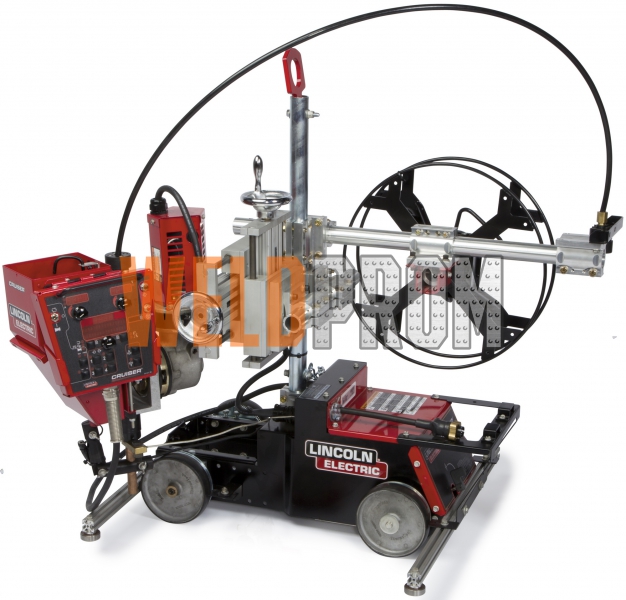
Характеристики: Сварочный трактор Lincoln Electric Cruiser (K3048-1)
Типтрактор
Напряжение питания, В380
Max сварочный ток, А1000
Частота, Гц50/60
Диапазон регулировки сварочного тока, А100 - 1000
Количество сварочных головок1
ПВ на max токе, %100
Скорость сварки, м/мин0.25 - 2.5
Диаметр проволоки, мм1.6 - 5.0
Напряжение питания трактора, В40
Поворот вокруг вертикальной оси, °±90
Наклон сварочной головки, °±45
Выходное напряжение, В44
Габариты трактора, мм736x584x914
Вес трактора, кг94
Скорость подачи проволоки, м/мин0.4 - 12.5
Сварочный трактор Lincoln Electric Cruiser предназначен для перемещения источников питания Power Wave AC/DC 1000 SD. При сварке протяженных стыковых и угловых соединений, которые часто встречаются в областях мостостроения, производства крупных резервуаров и судостроения, они могут обеспечить производительность наплавки до 13 кг/ч на каждую дугу.
Преимущества
Бесперебойная работа – это прочные, надежные и долговечные аппараты, на которые можно положиться в любой ситуации.Надежное сварное основание несущей рамы.Прочная стальная стрела полностью отвечает требованиям интенсивного производства в сложных условиях.Простые литые колеса с устойчивыми к высоким температурам нескользящими покрышками.
Надежные крепления и зажимы обеспечивают беспроблемную установку систем подачи проволоки.
Боковые направляющие регулируемой длины делают управление трактором более простым.Распространенные расходные материалы – все приводные ролики, сопла, контактные наконечники и выпрямители проволоки также используются в механизмах подачи проволоки MAXsa.Разные конфигурации – гибкость конструкции позволяет использовать систему как на рельсах, так и без них, в варианте на трех или четырех колесах.
Усовершенствованный пульт управления со сменной, легкой, ударопрочной пользовательской панелью, с помощью которого можно сохранять процедуры сварки, контролировать допустимые отклонения от заданных параметров и заблокировать некоторые или все органы управления.
Виды сварки
SAW автоматическая сварка под флюсом
Преимущества сварки под флюсом
Минимальные потери электродного металла (не более 2%).
Отсутствие брызг.
Не требуется защитных приспособлений от светового излучения, поскольку дуга горит под слоем флюса.
Максимально надёжная защита зоны сварки.
Минимальная чувствительность к образованию оксидов.
Мелкочешуйчатость поверхности металла шва в связи с высокой стабильностью процесса горения дуги.
Низкая скорость охлаждения металла обеспечивает высокие показатели механических свойств сварного шва.
Комплект поставки
Кабелепровод – 1,5 м;
4-мм контактный наконечник сопла, 600А;
Контактный наконечник, 4 мм;
Удлинитель сопла – 127 мм;
Изогнутый удлинитель сопла, 45°;
Изолятор удлинителя сопла;
Трубопроводы для флюса;
Хомуты для флюсового шланга;
Проволочные кассеты в сборе;
Колеса для установки на рельсы;
Передние и задние боковые направляющие;
Закрытые проволочные кассеты.
Допонительное оборудование:
Источник питания
K2803-1
Power Wave® AC/DC 1000® SD
Общее
K3090-1
Комплект трубок с зажимными устройствами
Общее
K3089-1
Устройство позиционирования
Общее
K1733-5
Выпрямитель проволоки (автоматика)
Общее
K396
Секция рельс
Общее
K1504-1
Адаптер для кассет, 23-27 кг
Общее
K3070-1
Комплект Tiny Twin для Cruiser™
Общее
K231-1
Контактный наконечник сопла в сборе для сварки под флюсом
Общее
KP2721-1
Удлинитель сопла, 5"
Общее
KP2721-2
Изогнутый удлинитель сопла, 45°
Общее
KP1962-1B1
Наконечник сопла – проволока диаметром 38 мм
Общее
KP1962-2B1
Наконечник сопла – проволока диаметром 4.7 мм
Общее
KP1962-3B1
Наконечник сопла – проволока диаметром 2.7 мм
Общее
KP1962-4B1
Наконечник сопла – проволока диаметром 4.0 мм
Общее
KP1962-5B1
Наконечник сопла – проволока диаметром 5.5 мм
Общее
K148A
Токоподвод
Общее
K148B
Токоподвод
Общее
K285
Концентрический конус для флюса
Общее
K1543-25
Контрольный кабель ArcLink®/Linc-Net® – 7.6 м
Общее
K1543-50
Контрольный кабель ArcLink®/Linc-Net® – 15.2 м
Общее
K2683-100
Высокопрочный контрольный кабель ArcLink® – 30.5 м